




以下是玻璃鳞片胶泥环氧玻璃鳞片胶泥现货销售的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
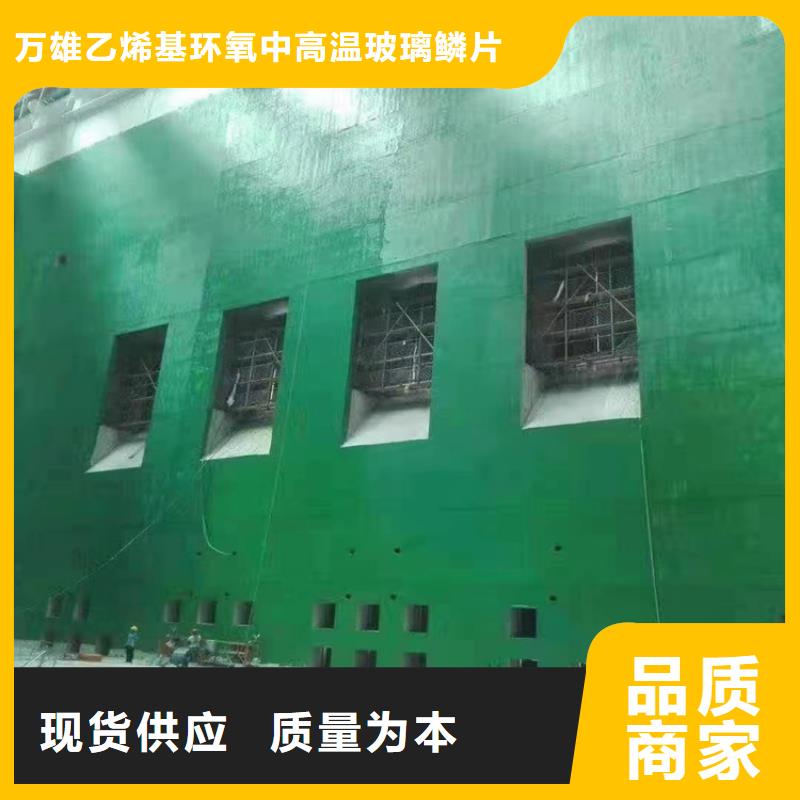
以下是:玻璃鳞片胶泥环氧玻璃鳞片胶泥现货销售的图文介绍

万雄乙烯基环氧中高温玻璃鳞片胶泥防腐材料有限公司经销批发的 云南昭通渗透结晶防水涂料等畅销消费者市场,在消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。本公司秉承“务实、客户为本”的企业精神,“诚信经营、共同发展”的经营理念,科学管理为先导,完善服务为重点,以合理的价格,良好的信誉,建立了庞大稳固的客户群,赢得广大客户的支持和信赖,在业界树立起良好的信誉和口碑。


防腐涂装的前提是确定基材类型,根据基材选择底漆,因底漆与基材直接接触,附着力的好坏将影响整体的涂装质量。较为常见的基材为钢铁、铸铁、碳钢等,大多数的涂料都可以在其表面涂装,但有一类光滑金属表面涂装,需要采用特殊专用底漆才能达到理想的效果。 此类金属包括不锈钢、铝合金、镀锌板、铝板、铜、合金、有色金属等,由于其表面非常光滑,导致涂漆后出现掉漆脱落的问题,常用的环氧富锌底漆、环氧底漆、环氧磷酸锌底漆等都无法有效的粘附在金属表面。传统的涂装产品为环氧锌黄底漆或磷化底漆,这两种产品目前已无法与当前环保低碳理念相符合,随着防腐要求的提高,其涂膜特性也无法继续胜任。 环氧锌黄底漆性能缺陷:漆膜呈黄色,覆涂面漆时难以遮盖,需要涂装多遍才能达到规定的颜色;漆膜质脆,不适合厚涂;铅、铬含量超标,污染环境,对危害较大;有机溶剂挥发较大;被涂基材需要打磨或喷砂处理,施工复杂。 磷化底漆性能缺陷:磷化底漆虽然可以达到较好的附着力,但涂料中含有磷酸,会破坏金属表面的防护层。以镀锌板为例,钢板镀锌后锌层具有阴极保护作用,对钢板防腐蚀性强,涂装磷化底漆后,磷酸与锌层反应,锌被消耗,破坏了锌的电化学防腐作用。



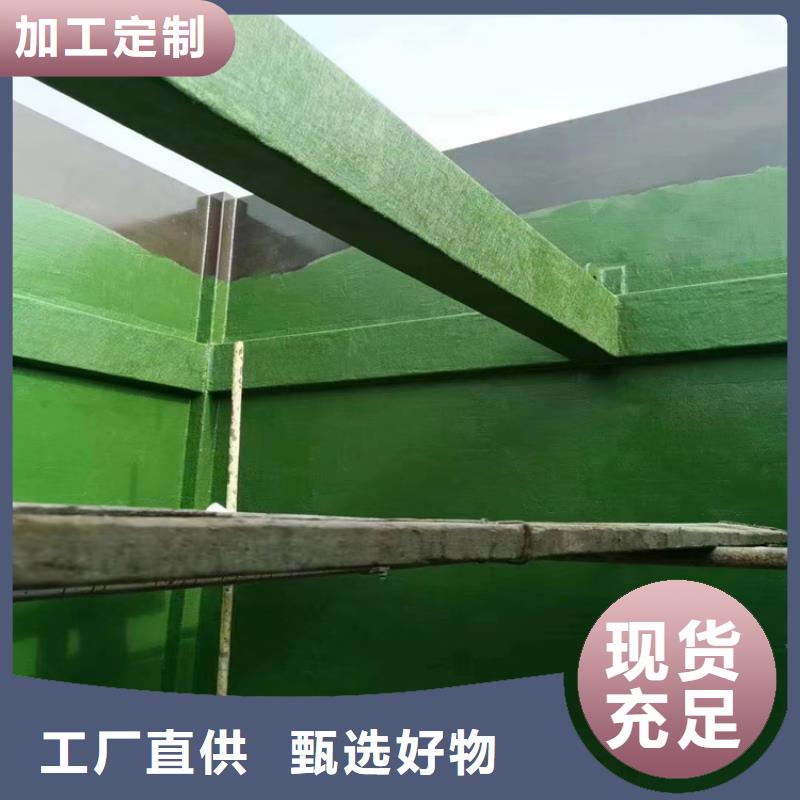
环氧树脂玻璃鳞片底漆施工方法 脱硫塔本体内部玻璃鳞片防腐,以及部分出口烟道防腐,为此,特编制吸收塔防腐施工方案。 主要涂层结构施工工艺流程 .1脱硫塔防腐普通涂层结构玻璃鳞片施工流程 基体验收→表面净化→喷砂处理→刷涂或滚涂底涂一道→干燥→镘刮胶泥 道→检查修补→镘刮胶泥第二道→检查修补 .2脱硫塔防腐玻璃鳞片FRP增强涂层施工流程 基体验收→表面净化处理→喷砂处理→刷涂或滚涂底涂一道→干燥→镘刮玻璃鳞片胶泥 道→检查修补→镘刮玻璃鳞片胶泥第二道→树脂衬玻纤布一层→干燥→树脂衬玻纤布一层→干燥→面层涂装→终检查(电火花等)→验收 .3脱硫塔防腐耐磨玻璃鳞片涂层施工流程 基体验收→表面净化处理→喷砂处理→刷涂或滚涂底涂一道→干燥—>镘刮玻璃鳞片胶泥 道→检查修补→镘刮玻璃鳞片胶泥第二道→树脂衬玻纤布一层→干燥→耐磨层一道→干燥→树脂衬玻纤布一层→耐磨层第二道→干燥→面层涂装→干燥→终检查(电火花等)→验收 、涂层施工前主要标准要求 .1表面准备5.1.1衬里钢壳的贴衬表面必须平整,结构棱角处必须圆滑过渡,所有需内衬的横向、纵向焊接连续饱满,并同相接表面保持平滑。 1.2对需现场防腐的设备,按钢结构焊接标准的要求进行焊接,并对所有内衬的拐角和边缘进行打磨。 1.3表面上所有焊渣,采用切削的方式, 打磨至平滑。 1.4所有内、外的加固件、吊环、支撑和夹子都应在内衬施工开始前焊接到容器或管道上。临时性的夹子或吊环等在施工前必须去除,并且将该区域打磨平滑。钢壳体完成后,按德不准及图纸要求进行验收并交付防腐工作。设备贴衬表面应达到局部平整,拐角处应圆滑过渡。凸角面圆角半径大于5mm,凹角面应大于10mm.局部(包括焊接缝处)凹凸不平度应小于3mm,且通过打磨后,壳体厚度必须大于设备设计的小厚度。点蚀、裂缝、咬边、划痕、鳞皮等表面缺陷必须打磨,在需要的地方通过焊接加以修补,焊接必须打磨得平整、光滑,并且不能夹有夹渣、气孔。 喷砂施工主要工艺流程 1喷砂施工 1.1砂粒选用粒径0.5-3.0mm干燥、有菱角的矿砂。 1.2喷砂气体为0.5-0.8Mpa清洁、干燥的压缩空气。 1.3喷嘴选用:耐磨喷嘴。 1.4喷砂作业穿喷砂服,工作前检查所有管路完好畅通,才可以进行施工作业。 1.5喷砂顺序为先难后易,喷枪运行方向和工件表面平行,喷枪工作时与工作面呈一定角度。 2喷砂后清洁 2.1喷砂期间用大功率的防爆轴流风机进行通风除尘。 2.2表面和架板的浮灰、砂粒先用压缩空气吹扫清洁。 2.3有油污处用苯乙烯擦干净。 3工作区域气候条件控制:T=10~40C??空气相对湿度(RH)<89%. 各种涂层结构施工规范说明 1常规玻璃鳞片涂层结构(非FRP增强结构)。 1.1底漆施工 1.1.1底漆施工采用滚涂或刷涂,施工过程随时检查,流挂、漏涂等现象,用滚筒或刷子赶压平整或补刷。 1.1.2施工过程中测试湿膜厚度,小于60Um的部位补刷。 1.1.3物料配制: (1)配制比例:漆料:引发剂:促进剂=100:1.5:0.8(重量比)(或根据气候条件调节) (2)配制方法:用搅拌机先把底漆搅拌均匀,再加入引发剂、固化剂混合搅拌1—2分钟; (3)专业配料员配料和记录材料的批号、用量。 1.1.4操作要点: (1)滚涂方式为先由上下左右来回滚动,均布物料。 (2)拐角或者滚筒难以施工的部位刷涂。 (3)湿膜厚度测试每10m2不少于5点,湿膜厚度小于60um部位补涂。 1.1.5工作区域气候条件控制:(符合标准要求) 1.2 层基层鳞片衬里施工 1.2.1施工前的确认事项: (1)湿度高或有结露时必须使用除湿机除湿。 (2)确认刷完底涂后衬里面上是否有粉层或其它异物附着等。如有,必须干净。 1.2.2衬里材料的调和 (1)配制比例:漆料:引发剂:促进剂=100:1.0:0.5(重量比)(或根据气候条件调节) (2)调和后用手持搅拌机进行充分的搅拌。 1.2.3衬里施工要领 (1)使用泥抹子与辊筒进行施工,确保厚度平均且达到预期要求。 (2)用辊筒蘸取少理苯乙烯轻轻滚压涂上的鳞片,调整表面。 (3)确保每层抹的涂层平均湿膜厚度控制在0.4-0.5厘米左右。 1.3 层基层鳞片衬里中间检查 1.3.1外观检查 目视,指触检查确认无鼓泡,伤痕、流挂痕迹、凹凸不平,硬化不良等缺陷。 1.3.2膜厚检查 使用磁石式或电磁式厚度计按2m2测一处,确认衬里厚度。 1.3.3对不合格处的处理 (1)厚度不足处必须补足厚度。 (2)凸部,表面伤痕,流挂痕迹,气泡等处在确保厚度的前提下用砂轮机磨平。 1.4第二层基层鳞片衬里施工(同 层类似) 依次类推,确保每道涂层平均湿膜厚度控制在0.4-0.4 m m左右。 1.5面层施工 1.5.1施工前的确认事项 (1)湿度高或有结露时必须使用除湿机除湿; (2)确认前道基层鳞片的硬化状态。


施工方法 玻璃鳞片涂料施工简单,可用刷涂、滚筒涂和高压无气喷涂。涂装前必须进行表面处理,除油后用喷砂、喷丸进行去锈及粗化处理。通常用4号砂或20,40目的石英砂,以5,7kg/cm2压缩空气带动砂粒,砂粒以50,70m/s速度从喷嘴中喷出,表面达SIS Sa2.5规格,喷砂后的灰尘表面无可见油脂、污垢、氧化皮、铁锈、油漆涂层等附着物,任何残留的痕迹仅是点状的轻微色斑。在8小时内进行涂装。涂装一般在干燥天气进行,温度5℃以上,相对湿度85%以下。 焊缝的打磨,要求焊缝的高度不高于基体0.5mm,且与基体保证平滑过渡。 阴阳角的部位一定要保证拐角部位的圆角半径R>5mm。 涂料涂刷:通过刷或滚动上底漆。根据现场环境温度按照相应的比例在底漆中加入固化剂和促进剂搅拌均匀后使用(注意:促进剂和固化剂严禁同时加入,应当先加入促进剂搅拌均匀后再加入固化剂搅拌均匀)。 施工注意事项: 1、两组分必须按要求比例配合,搅拌均匀后使用,用多少配多少,并在配制后8小时内用完。? 2、施工时需用的工具必须保证干燥清洁。被涂物件表面必须清洗干净,无酸碱性,干燥。? 3、稀释剂可用配套稀释剂。切勿用醇酸类溶剂作稀释剂。? 4、配漆与涂漆过程中,禁忌与水、酸、碱、醇等接触。由于成份二极易与水,醇等物发生反应,配漆后余下的成份二的包装桶必须盖严,以免成胶变质。? 5、可以常温自干,待漆膜完全干透后涂刷面漆。喷涂或刷涂均可。与玻璃磷片面漆配套使用。5℃以上施工。? 6、在喷砂、涂粘接剂及衬里过程中,必须保证烟道内通风良好。 7、鳞片衬里所使用材料、底涂及溶剂等均为易燃物。在衬里施工现场周围、上方及材料仓库应禁止吸烟和焊接、动火,并清楚地注明“严禁烟火” 8、涂刷底涂等时须戴上防毒面具。 9、搭建脚手架时应确保。 10、进入施工现场必须戴帽,高空作业必须使用带。 11、喷砂时必须穿防护服。 质量检测及修补验收 等防腐层施工完毕并固化后,对施工过的防腐层根据设计要求进行质量检测,检测 分为目测、厚度检测、检测。当没有达到设计要求时,需要对防腐层进行修补,修补过程与鳞片衬里的施工过程近似。 1:目测:要求防腐层表面整体均匀、平整,无漏涂,无特别明显的不均匀状况。:2 2:厚度检测:通过电磁测厚仪进行厚度检测,根据设计厚度要求进行检测,每 平方米测3个点,要求达到衬里设计厚度的要求,当厚度达不到要求时再涂抹一层鳞片胶泥,达到设计厚度的要求,并通过厚度检测合格后为止。 3:电火花检测:通过电火花检测仪对防腐层进行 检测,当发现存在时要进行修补直至通过电火花检测合格为止。 4、固化剂及促进剂的配比 固化剂,促进剂的加入量根据环境温度的高低进行调整,当环境温度较高时,则降低固化剂与促进剂的加入量;当温度降低时则增加固化剂与促进剂的加入量。在施工前首先做一个小样试验决定固化剂的加入量,控制点为加入固化剂及促进剂并搅拌均匀后60分钟左右开始固化即可。(促进剂和固化剂严禁同时加入,应当先加入促进剂搅拌均匀后再加入固化剂搅拌均匀)

